- 詳細(xì)信息
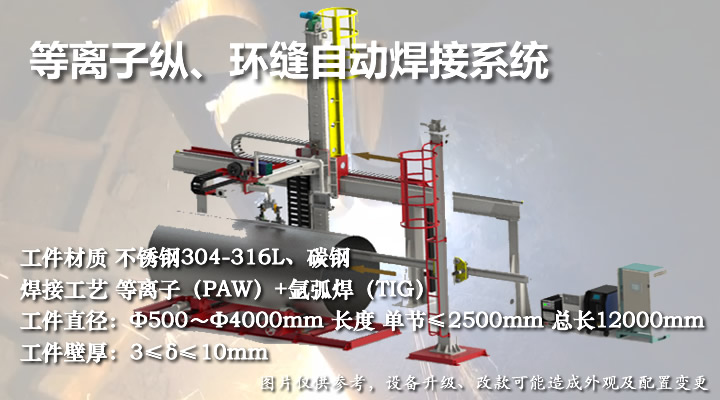
焊接對(duì)象
工件焊前狀態(tài):已點(diǎn)固且焊縫間隙小于0.5mm
焊接工藝:焊接兩層,第一層采用穿透型等離子焊機(jī),保證完全焊透。在焊接時(shí)可以觀察到穿孔效應(yīng),并作為完全焊透的標(biāo)準(zhǔn),須配引弧收弧板。第二層采用采用TIG焊+擺動(dòng),消除穿透型等離子焊接的的咬邊現(xiàn)象。
設(shè)備簡(jiǎn)介
欲了解更多詳情,請(qǐng)致電 18995660360 或 同號(hào)微信
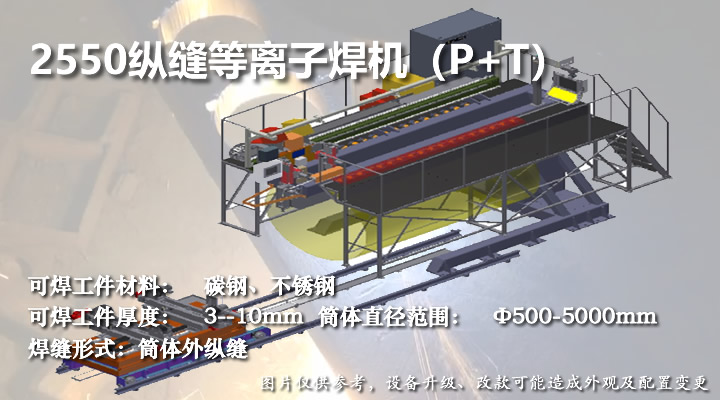
可焊工件材料:碳鋼、不銹鋼
可焊工件厚度:3-10mm
筒體直徑范圍:Ф500-5000mm
工件最大長(zhǎng)度:2500mm
焊縫形式:筒體外縱縫
該設(shè)備主要用于筒體對(duì)接焊縫的焊接,針對(duì)工件直徑范圍不同,本設(shè)備配備加高型ZF-2550縱縫焊接設(shè)備。
工件上下料方式:采用半自動(dòng)流水線上下料;電動(dòng)臺(tái)車輸送至焊接位。
工件焊縫調(diào)整方式:電動(dòng)(包括左右,前后,上下,工件換型狀態(tài))
工件夾緊方式:采取琴鍵夾具實(shí)現(xiàn)快速均勻壓緊,琴鍵夾具壓力可調(diào)節(jié);通過(guò)加寬壓指和減小壓緊力來(lái)有效避免工件表面壓出壓痕。
焊接電源配置:美國(guó)飛馬特ULTIMA 550I等離子焊接電源,松下YC-400TX TIG焊接電源。
工作流程:
工件吊裝至托架滾輪上→通過(guò)送料小車將工件送入芯軸→氣動(dòng)掛鉤鎖緊芯軸→人工控制電動(dòng)旋轉(zhuǎn)工件將焊縫位置調(diào)整到位→琴鍵壓板壓緊工件→調(diào)整焊槍位置,調(diào)整焊接規(guī)范,啟動(dòng)按鈕,焊接小車帶動(dòng)焊槍橫向行走進(jìn)行焊接→焊接完成后,焊槍自動(dòng)升起,琴鍵壓板松開工件,氣動(dòng)掛鉤松開,托架接住工件,同時(shí)焊接小車快速回原位→工件輸送將焊完工件送出,再吊裝下一工件,重復(fù)上述動(dòng)作。
ZF-2550縱縫焊主機(jī)
主要由主機(jī)架、橫梁導(dǎo)軌機(jī)構(gòu)、電動(dòng)行走拖板、琴鍵壓板式氣動(dòng)夾具、焊接芯軸、焊接背墊板、氣動(dòng)掛鉤等部件構(gòu)成。
主機(jī)架采用懸臂式焊接結(jié)構(gòu),具有足夠的剛度和強(qiáng)度,滿足設(shè)備長(zhǎng)期使用時(shí)的穩(wěn)定性。底座可用地腳螺釘固定,保證焊接時(shí)的穩(wěn)定性。
橫梁導(dǎo)軌機(jī)構(gòu)強(qiáng)度高、重量輕,導(dǎo)軌導(dǎo)向采用精密直線導(dǎo)軌制作,行走采用齒輪齒條傳動(dòng)方式;橫梁導(dǎo)軌兩端設(shè)有行程限位開關(guān)對(duì)行走機(jī)構(gòu)限位保護(hù);焊槍行走速度無(wú)級(jí)調(diào)節(jié),數(shù)字顯示。
琴鍵式氣動(dòng)夾具為縱縫焊接而獨(dú)特設(shè)計(jì)的,適應(yīng)筒體工件直縫的自動(dòng)焊接狀態(tài)。所有琴鍵壓板通過(guò)氣缸在工件全長(zhǎng)范圍內(nèi)將工件均勻壓緊,配合焊接芯軸的焊接襯墊為工件提供良好散熱冷卻保護(hù)。